福建力興機電設備器材有限公司
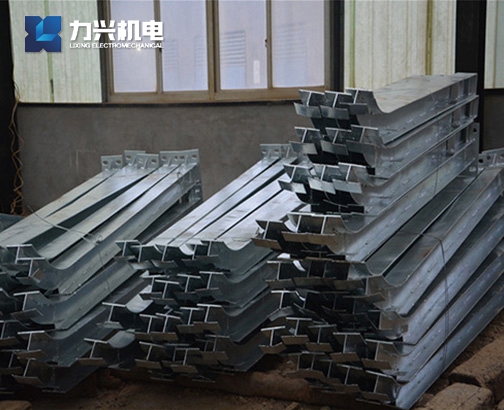
熱鍍鋅加工生產廠家
 定制熱線:
定制熱線:
135-9997-9935
+
 微信號:聯系方式(頭部)(微信)
微信號:聯系方式(頭部)(微信)

微信號:聯系方式(頭部)(微信)
熱鍍鋅加工生產廠家
定制熱線:
微信號:聯系方式(頭部)(微信)

2.對工進行脫脂,即化學除油,直到工件完全被水潤濕。洗滌后,將進行酸洗。加入硫酸和緩蝕劑不僅可以實現酸洗,還可以避免過酸。下一步是浸泡助鍍溶劑,也叫粘結劑,可以確保工件的活性,增強涂層與工件的結合。完成后,是干燥和預熱的環節。為了防止浸鍍過程中工件因溫度急劇上升而變形,并去除殘留水分,防止鋅液爆炸飛濺。酸洗是熱鍍鋅重要的工序。如果處理不好,鍍鋅的附著力會很低甚至脫落。熱鍍鋅是干燥的下一步。為了控制取出的溫度、時間和速度,由有經驗的員工操作。熱鍍鋅后,進行精整、鈍化和冷卻。精整時,我們可以用振動法清理多余的鍍鋅。鈍化的目的是提高耐大氣腐蝕能力,降低生銹的發生概率。一般用水冷卻,但溫度不宜過低,以防工件開裂。

| 公司地址 :福建省福州市長樂區漳港街道山邊村西路666號(長樂公交625路山邊招呼站) 公司郵箱 :135-9997-9935(李經理) 公司電話 :0591-28629596(辦公室) Copyright © 福建力興機電設備器材公司 All rights reserved 備案號: 閩ICP備18022962號-1 主營區域: 福建 福州 泉州 三明 廈門 江西 北京 寧德 上海 杭州 技術支持: |






 閩公安備案號:
閩公安備案號:
 首頁
首頁
 微信
微信
 電話
電話
 短信
短信